Szybki powrót
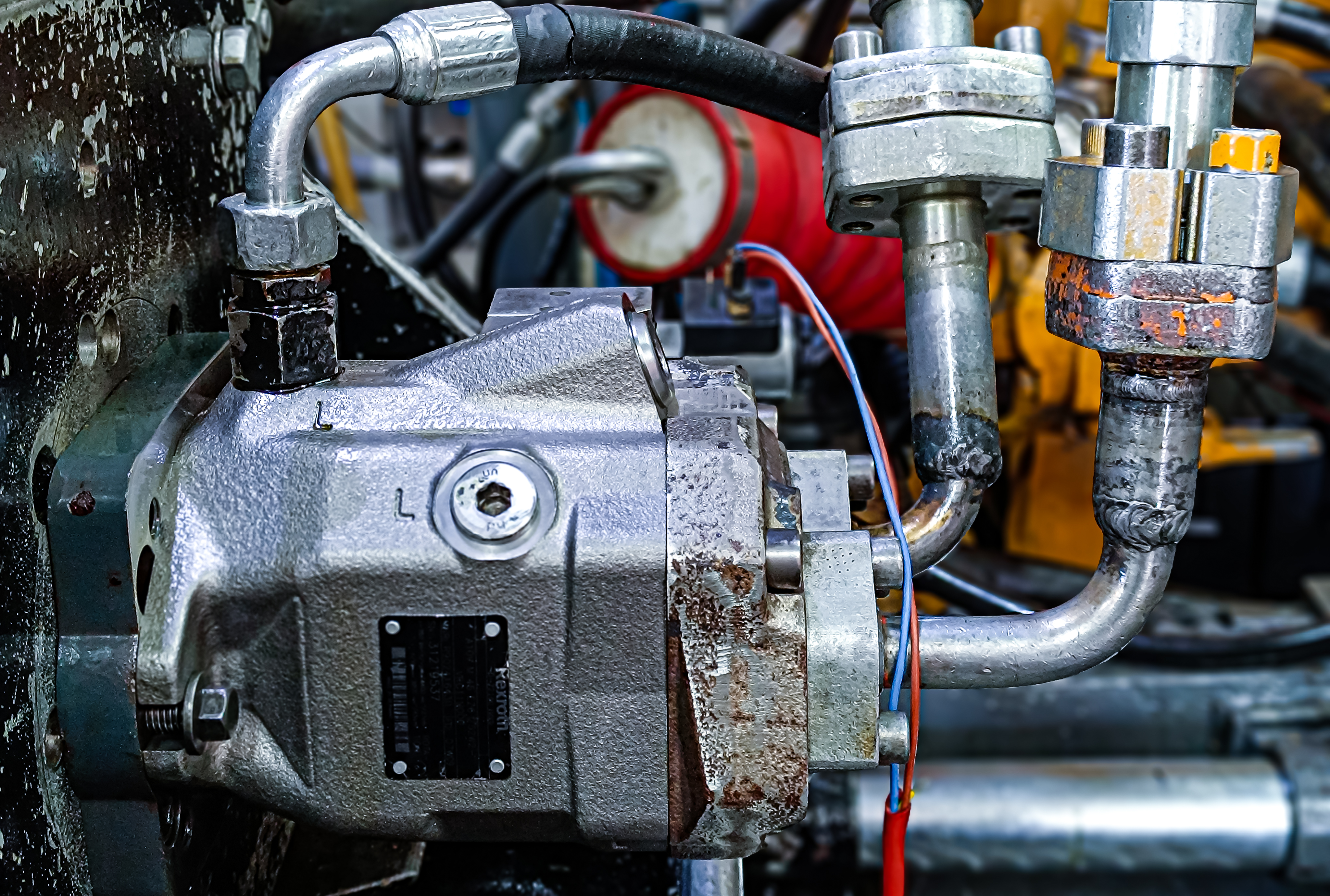
Opis przypadku - silnik hydrauliczny Rexroth
W naszym warsztacie przeprowadziliśmy regenerację podzespołów hydraulicznych - silnika hydraulicznego jazdy i pompy hydraulicznej. Zarówno silnik jak i pompa pochodziły z wózka widłowego Agria TH-160-4X4. W dzisiejszym Case Study przyjrzymy się silnikowi hydraulicznemu Rexroth A A10V M. W tym przypadku to właśnie silnik hydrauliczny wymagał dokładnej weryfikacji, a serwis pompy hydraulicznej sprowadził się jedynie do wymiany uszczelnień i wyczyszczenia.

Pierwszy etap - weryfikacja części
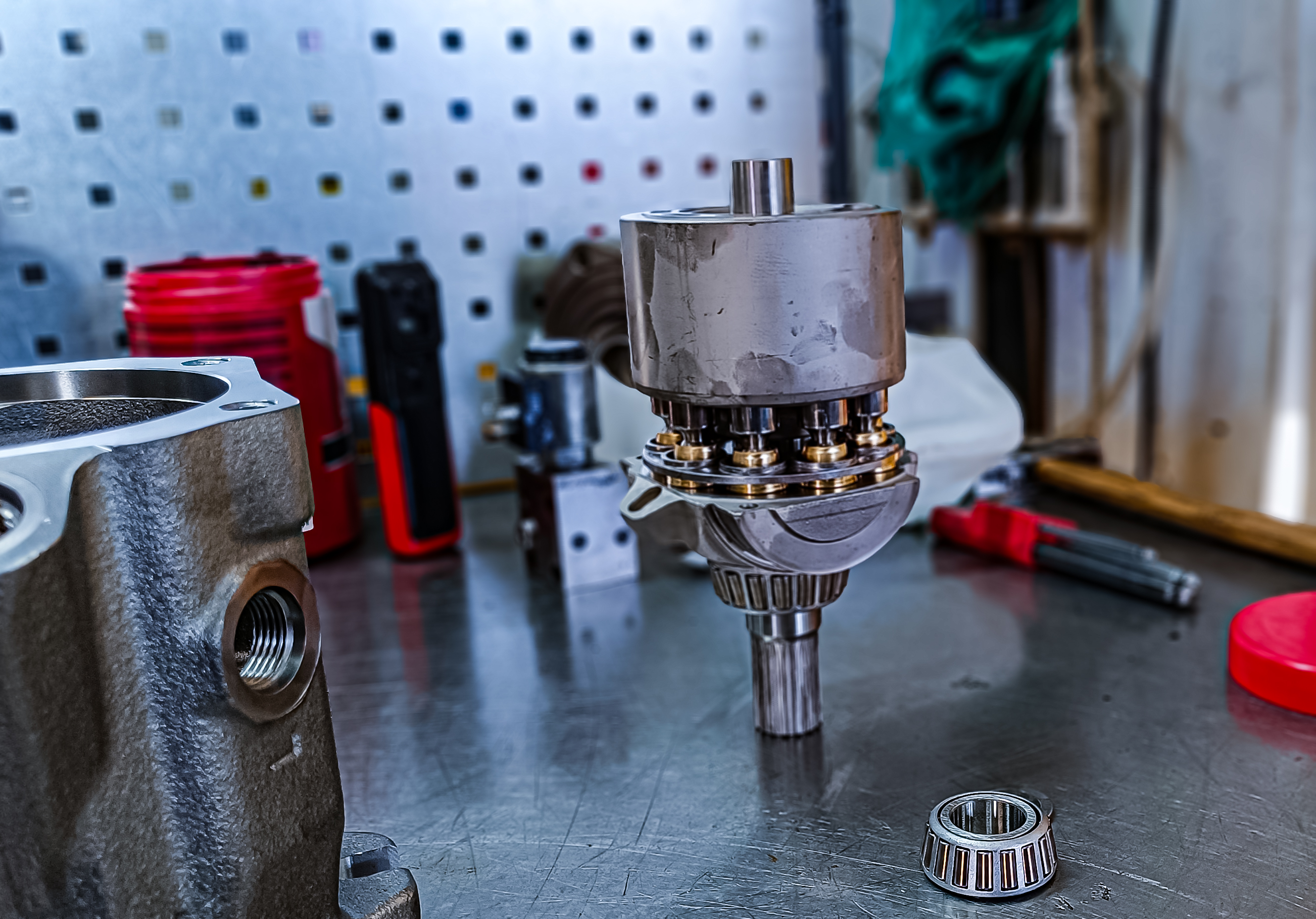
Po demontażu i szczegółowej weryfikacji odkryliśmy usterkę, która wywoływała problemy z pracą silnika hydraulicznego podczas jazdy. Przyczyną okazało się odkształcenie powierzchni roboczej wewnątrz korpusu silnika hydraulicznego. Defekt był poważny i dyskwalifikował korpus do dalszej eksploatacji. Należało zamówić całkowicie nowy egzemplarz, aby odbudowa silnika hydraulicznego była skuteczna, do wymiany przeznaczono jeszcze takie elementy jak tłok sterujący i komplet uszczelnień.
W tym miejscu warto przypomnieć podstawową różnicę między silnikiem a pompą hydrauliczną, gdyż oba komponenty są bardzo podobne jeżeli chodzi o budowę i wygląd zewnętrzny, ale różnią się rolą i zasadą działania. Pompa hydrauliczna stanowi rdzeń całego układu hydraulicznego, gdyż jest generatorem energii w tymże układzie zamieniając energię mechaniczną na energię cieczy hydraulicznej.
Silnik hydrauliczny jest odbiornikiem wzmiankowanej energii, a jego działanie jest odwrotne do pompy - zamienia energię cieczy hydraulicznej na energię mechaniczną poprzez ruch tłoków w cylindrze i w ten sposób napędza np. jazdę maszyny.

Drugi etap - naprawa i regeneracja
Dobrze przeprowadzona diagnoza i dokładne określenie stanu technicznego poszczególnych elementów silnika pozwoliły na podjęcie odpowiednich działań mających przywrócić silnik hydrauliczny do optymalnych parametrów roboczych. Znalezienie rzeczywistego źródła problemu to podstawa skutecznej odbudowy i zawsze powinien się tym zajmować wyspecjalizowany personel posiadający odpowiednią wiedzę i narzędzia.
Profesjonalny serwis ma zazwyczaj dostęp do schematów i katalogów producenta, a także niezbędne doświadczenie oraz wiedzę dotyczącą budowy układów hydraulicznych poszczególnych maszyn budowlanych. Poleganie na strzępach wiedzy pozyskanej z Internetu to kiepski pomysł mogący doprowadzić do wystąpienia kolejnych problemów.
Trzeci etap - montaż i odbudowa silnika
Mając wiedzę o przyczynach awarii oraz potrzebne części do jej naprawy przeszliśmy do następnych etapów odbudowy silnika hydraulicznego. Ważne, aby wszystkie komponenty przed złożeniem w całość były dobrze wyczyszczone z wszelkich osadów. Zanieczyszczenia układów hydraulicznych są częstą bolączką maszyn budowlanych i prowadzą do szybszego zużycia takich komponentów jak właśnie pompy i silniki hydrauliczne.
Przepracowany olej hydrauliczny traci swoje właściwości smarne, a bardzo długie interwały w jego wymianie stwarzają niebezpieczeństwo nagłej i poważnej awarii, a te są zazwyczaj bardzo kosztowne. Warto także od czasu do czasu zlecić filtrację oleju hydraulicznego w maszynie budowlanej.
Silnik hydrauliczny Rexroth A10V M odbudowaliśmy na przygotowanych wcześniej częściach - silnik otrzymał zupełnie nowy korpus, a reszta została poddana regeneracji. Jedną z podstawowych czynności podczas remontu jest tak zwane “docieranie”, czyli precyzyjne dopasowanie powierzchni współpracujących pompy lub silnika hydraulicznego. Docieranie ma za zadanie zmniejszyć tarcie elementów wzajemnie na siebie oddziaływujących oraz zapewnić ich maksymalną trwałość w czasie pracy.
Podsumowanie - szlifowanie i testy końcowe
Powierzchnia robocza remontowanego silnika hydraulicznego została poddana szlifowaniu, aby w jak największym stopniu usunąć wszelkie nierówności, zadrapania lub inne uszkodzenia mechaniczne. Wszystkie czynności remontowe muszą być wykonywane przy pomocy profesjonalnych narzędzi, aby zapewnić niezbędną precyzję, tak ważną w przypadku podzespołów hydraulicznych.
Skuteczność remontu potwierdziły testy na stanowisku diagnostycznym, gdzie silnik został poddany niezbędnym testom obciążenia i wydajności. Ostatnim etapem było malowanie obudowy silnika hydraulicznego i jego montaż w maszynie.
Kategorie
Często przeglądane










